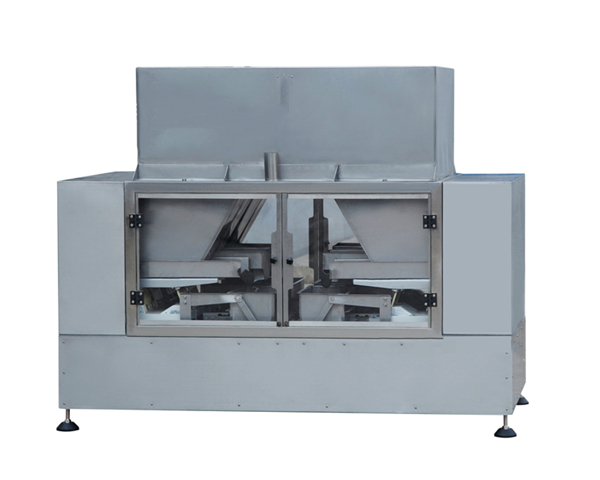
本文讲述定量包装机动态误差
来源:http://www.hnjnshi.com/news/209.html 发布时间:2017-10-23 点击:1487
上文讲述定量包装机静态误差,接着下文继续。

定量包装机动态误差:即在完成计量工作后触摸屏显示得出的计量值与设置的目标计量值不一至,重新进行控制参数设置后可以继续正常使用。

造成动态误差的主要因素有: 1.控制部分: 1.1:控制触摸屏的控制参数或基本工作参数设置不合理,主要参数有:快加、中加、慢加、禁止判别时间、自动落差修正、动态滤波等参数的设置不合理产生影响正常控制而影响计量精度。 1.2:控制元器件在接收到触摸屏输出指令信号后是否按预定计划进行动作反应,是否会时快时慢地作出动作反应。如电磁阀是否在收到指令后按预定计划作出切换动作还是产生滞后延时切换动作、继电器是否因为损坏造成触点接触不良等。
2.执行部件: 2.1:气缸或电机是否因为损坏或超负荷工作而影响其响应速度、功率等。 2.2:机械执行部件是否因为磨损或由于外物卡机原因而影响其响应速度。如关节轴承因为缺少润滑或粉尘污染卡机、传动轴柄由于机械疲劳造成弯曲变形等。 2.3:由于装配时没按合理的安装指标进行安装产生各部件的连接误差也会造成执行部件卡机影响动作速度的运行精度或增加部件的机械疲劳磨损而减少寿命,影响该部件的应有工作能力,影响其发辉出应有的工作效率。
3. 物料因素:不管是控制参数或机械元件的工作运行程序都是根据物料的性质而设定的,受物料的比重、流动性、密度、计量重量等特性起到重要决定。所以,不同的物料会影响到或大或小的动态精度变化,在调试过程中应该按不同的物料品种或不同的计量目标值设定相对应的工作类号进行针对性的参数控制设置。

根据以上问题分析,我们可以得知,在设备出现计量误差方面的故障问题时,首先应区分出是静态误差或是动态误差,再根据现场所表现出的故障情况,结合电子定量包装机的工作原理进行对应的解决方案。
- 上一篇:本文讲述定量包装机静态误差
- 下一篇:结合定量包装机两个精度误差做以下案例分析